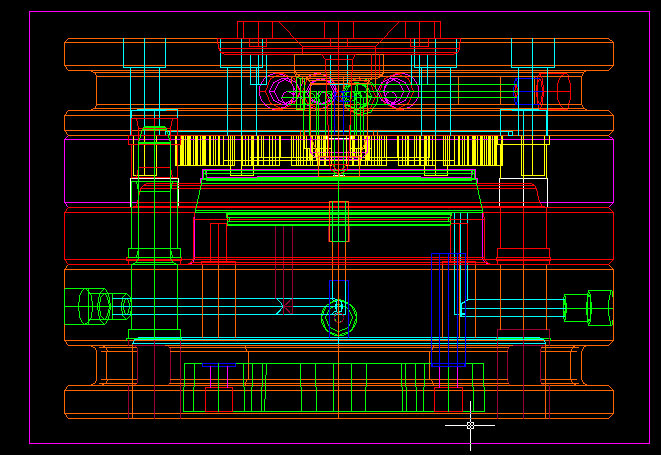
| 2. Tool design and development with special emphasise on hot runner, balanced manifold tools. |
 |
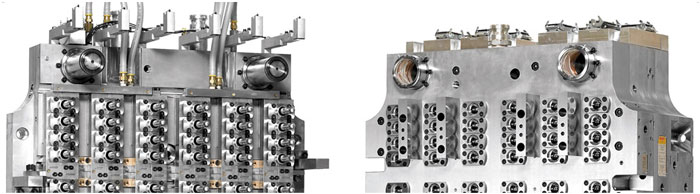
Multi cavity balanced hot runner Moulds for Caps and Closures, Thin wall containers and other industrial products. |
|
Multi cavity balanced hot runner, valve gate system Moulds with modular system for PET pre-forms. |
|
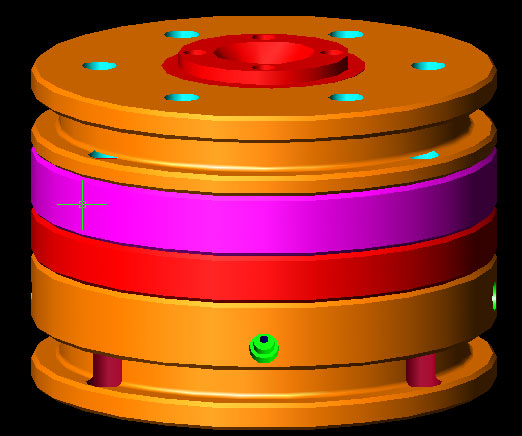
Multi cavity Moulds for industrial products, |
|
Stretch blow moulds for PET bottles. |
|
HDPE and PP bottle moulds for fast and automatic cycle operation. |
|
Injection Stretch blow moulds for single stage PET processing. |
|
Profile extrusion dies, Sheet extrusion dies etc. |
| Mould design & Mould maintenance. |
| Click on Image for larger view |
 |
 |
 |
 |
 |
|
|
Mould design and Mould maintenance is equally important to achieve the optimum plant utilization. |
|
Any lacuna in the Mould design will directly affect efficiency, quality and output. |
|
Well designed & maintained Mould will give the best quality output, at lowest cycle time. |
| Following factors need to be considered during mould design- |
| 1. |
Material to be processed. |
| 2. |
Machine to be used for processing. |
| 3. |
Moulded article complex city. |
| 4. |
Effect of gate positioning, and gate dimensions. |
| 5. |
Flow ratio. |
| 6. |
Special cooling requirements if any. |
| 7. |
Ejection system. |
| 8. |
Simplification of tool design by use of flexible cores, linear bearings, calendar and similar standard components. |
| 9. |
Hot runner system, and components back up. |
| 10. |
Possibility of sharing hot runner controller with some other Moulds. |
| 11. |
Cycle time & Output expected from the Mould. |
| 12. |
Post Moulding operations if any. |
| A well designed mould also requires a routine maintenance to upkeep the mould in perfect running condition. |
| If the preventive maintenance is not done on the moulds - |
|
It may lead to wear & tear on the sliding surfaces, carbon/colour deposition on core & cavity inserts, enlargement of gate diameter, wear on the gate point, etc. which will ultimately result in break down or poor performance & extended cycle times. |
|
Hot runner moulds require routine servicing to ensure that all cavities are filled with equal pressure. |
|
Wear on the tip will affect the filling pressure; as well the component may get the gate mark. |
|
Manifold must be cleaned regularly to ensure that the materials are not burnt/charred in side. This may give black/colour streaks on the product. |
|
During start up the controller should switch on heating in soft start mode else there is a great risk of heater failures. |
|
Mould maintenance staff should be well trained to handle the hot runner systems; else the repairs/ replacement cost will go up very high. |
| Click on Image for larger view |
 |
 |
 |
 |
 |
 |
|
|
|
|
|
| |
Top |